聯系方榮contact

東莞市方榮精機工業有限公司
地址:廣東省東莞市大朗鎮沙步第二工業區沙通路163號
手機:139-2291 2617 (賴生)
座機:86-769-8320 2640
傳真:0769-8312 6559
郵箱:dgfangrong@126.com
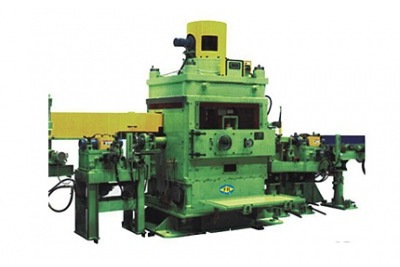
我們應怎樣進行調直機 的啟動與操作中安全注意事項,鋼絲調直機的操作原理:電動機通過皮帶傳動增速,使直絲機調直筒高速旋轉,穿過調直筒的鋼筋被調直,并由調直模清除鋼筋表面的銹皮;由電動機通過另一對減速皮帶傳動和齒輪減速箱,一方面驅動兩個傳送壓輥,牽引鋼筋向前運動,另一方面帶動曲柄輪,使錘頭上下運動。當鋼筋調直到預定長度,錘頭錘擊上刀架,將鋼筋切斷,切斷的鋼筋落入受料架時,由于彈簧作用,刀臺又回到原位,完成一個循環。
1、按所調直鋼筋直徑,選用適當調直塊、曳引輪槽及轉動速度。調直塊直徑應比鋼筋直徑大2.5毫米,曳引輪槽寬與所調直鋼筋直徑相同。
2、調直塊的調整:一般調直筒內有五個調直塊,第1,5兩個須放在中心線上,中間三個可偏離中心線。先使鋼筋偏移3毫米左右的偏移量,經過調直,如鋼筋仍有彎,可逐漸加大偏移量直到調直為止。
3、切斷三、四根鋼筋后須停機檢查其長度是否合適。滾絲機 如長度有偏差,可調整限位開關或定尺板。
4、在導向筒的前部應安裝一根1米左右長的鋼管。被調直的鋼筋應先穿過鋼管再穿入導向筒和調直筒,以防止每盤鋼筋接近調直完畢時彈出傷人。不銹鋼焊條
5、在調直塊未固定,防護罩未蓋好前不得穿入鋼筋,以防止開動機器后,調直塊飛出傷人。
6、鋼筋穿入后,手與曳引輪應保持一定距離。
7、鋼筋在調直過程中,為防止由于氧化鐵皮飛揚,污染環境,應采取相應的防塵措施。鋼絲調直機的操作原理:電動機通過皮帶傳動增速,使直絲機調直筒高速旋轉,穿過調直筒的鋼筋被調直,調直機 并由調直模清除鋼筋表面的銹皮;由電動機通過另一對減速皮帶傳動和齒輪減速箱,一方面驅動兩個傳送壓輥,牽引鋼筋向前運動,另一方面帶動曲柄輪,使錘頭上下運動。當鋼筋調直到預定長度,錘頭錘擊上刀架,將鋼筋切斷,切斷的鋼筋落入受料架時,由于彈簧作用,刀臺又回到原位,完成一個循環。
此信息由東莞市方榮精機工業有限公司供應,更多調直機,矯直機,滾絲機,拉拔機,滾牙機,拉花機,冷拔機,抽管機,縮頭機,車牙機,二輪矯直機,連續拉拔機,油壓滾牙機,方榮機械,請登入http://m.sellorbuygold.com/